The Detour Box and the Last 10%
Before founding Ludignum, I spent 35 years developing software. In software development, there is an old adage known as the 90/10 rule: the first 90 percent of a project takes 90 percent of the time, and the last 10 percent takes the other 90 percent. This tongue-in-cheek observation may seem absurd to outside observers, but software developers know it well: the last mile always takes longer than expected.
There is a very simple explanation for why this occurs in software development.
No one knows what they are building.
Certainly, there are design specs, mock-ups, and feature lists. But none of those ever matches the final product. Over the course of developing any complex piece of software, targets shift, features evolve, and the goalposts recede into the distance. Sometimes the entire product pivots and becomes almost unrecognizable from what was originally proposed. How can anything ever be called complete when the definition of complete keeps changing?
In software development, the last 10 percent expands because the thing itself is still being discovered. The ending stretches outward as the true requirements reveal themselves.
I have now entered the final 10 percent of production on the Detour Box, and thankfully, it does not follow the same pattern. Physical production looks similar from a distance, but the time expansion happens elsewhere.
The beginning moves along briskly. You know what you want to make: there is a physical prototype sitting on the bench. You gather your materials and begin milling wood. This is satisfying, predictable work—turning raw lumber into precise, dimensioned stock.
The end is also tightly constrained. Fit-and-finish work is exacting, but well defined. You know exactly what is involved in tuning, refining, and presenting the finished object.
The real sprawl—the steps that swell to consume the schedule—lies in the middle. This is where every stage feels like a new project, as you determine a coherent order of operations, chase tolerances, create custom jigs, and invent reliable methods for doing the same thing repeatedly without degradation.
There were several points during the production of the Detour Box when I felt I had run into a brick wall. How could I possibly construct a particular part in a way that consistently met my required tolerances? It is one thing to make a single prototype; it is another to make fifty. That, perhaps, is where physical production comes closest to software development: not in discovering what the thing is, but in discovering the unique problems you must solve along the way.

I’ll give you a specific example.
The zigzag veneer that covers the exterior of the box is fairly thick—about 2 mm—but not nearly thick enough to conceal the hardwood substrate beneath it at the corner lap joints. The normal way to join corners on veneered surfaces is with miters, but the moving elements in the Detour Box made that impossible, so I had to use corner laps instead. I solved the problem by adding walnut trim at the corners and along the top edges of the box.
For the prototype, I added this trim after assembling the box. It worked, but it was finicky and fussy for precisely the same reason: those moving elements complicated everything.
For the production run, I decided to apply all of the trim before assembly. The two short sides would receive trim at the top and bottom; the two long sides would need trim at the top and bottom as well as along their short edges. Working out the order of operations for adding the walnut edging, flush-trimming it, bringing the part back to dimension, adding the next piece of edging, bringing it back to dimension again, and finally thicknessing the whole assembly was a genuine headache. It took several trial runs and days of effort to arrive at a process that worked reliably.

Once I had the stock prepared with all of the walnut trim applied—still slightly oversized so it could be flush-trimmed later—I needed to cut rabbets into the ends of the longer pieces. The distance between the shoulders of those rabbets had to be precisely 160 mm, but because the walnut trim was intentionally oversized, I could not simply register the cuts from the ends of the workpiece. I solved this by building a custom rabbeting jig that allowed me to cut one rabbet first, then reference from that rabbet’s shoulder to cut the other.
This is how the middle of production expands: each solution ends up creating a new problem to solve. Eventually, that long chain of problems and solutions resolves itself, and now I find myself at the final 10 percent of work on the Detour Boxes. What remains is exacting but well defined: applying the final finish and hand-tuning the fit and feel of each box.
That is the difference. In software, the end expands. In physical production, it is the middle. And with the Detour Box, that middle is finally giving way to the end.
Throughout the process, well-meaning friends have asked how production was going. Often the question took some form of: “You’re making 50 boxes? How many have you made so far?” My response was usually a long thesis on the nature of small-batch production.
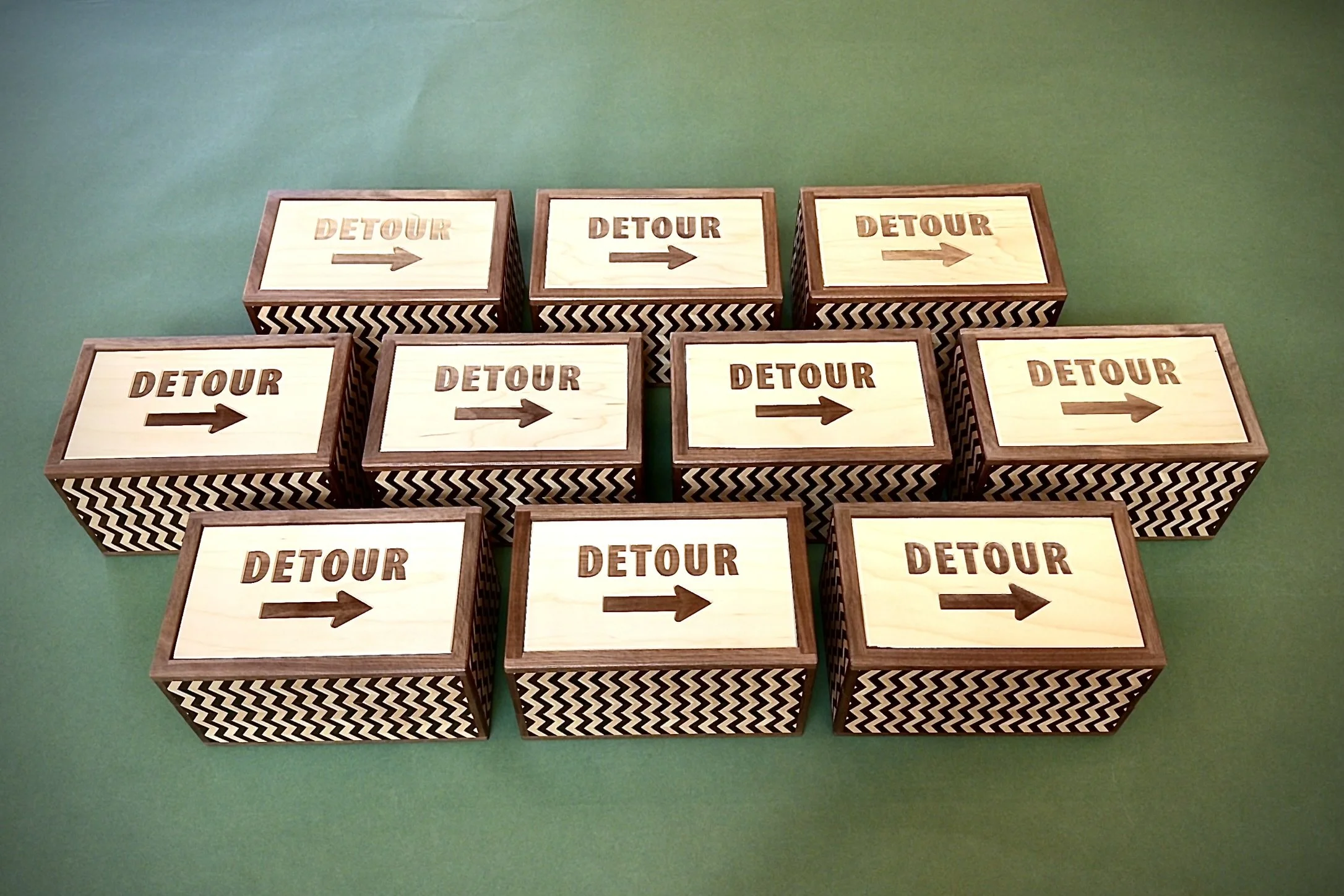
Yesterday, however, I could answer: 10.
Today, the answer is 20.
I expect to complete the remaining 30 boxes within the next few days. After that, the work left before shipping will lie not in the boxes themselves, but in some of the accompanying materials: presentation boxes, certificates of authenticity, and solution sheets. I plan to complete these in batches of ten, in step with my shipping cadence, beginning within the next one to two weeks.